
连铸用无碳功能耐火材料的研究进展
- 发布人:管理员
- 发布时间:2013-06-03
- 浏览量:733
徐延庆 洛阳耐火材料研完院 洛阳471039
摘 要 介绍了汽车钢板的发展趋势及其对纯净钢冶炼的 要求,详细分析了日前钢包和中间包用台碳耐火材料的使用 情况及对钢水和钢坯增碳的影响。综述了无碳浸入式水口、 长水口、滑扳的研究和使用现状,并探讨了无碳功能耐火材 料的发展趋势。
关键词 功能耐火材料,无碳耐火材料,汽车钢板,纯净钢, 连铸
汽车工业是国民经济的支柱产业,汽车工业的持续发展 离不开汽车钢板等相关产业的同步协调发展。我国的汽车 钢板生产,经历了大约50年的发展历程,已经初具规模,生 产的汽车钢板基本上可以满足货车生产的需要,并且有部分 用于轿车。1996年,强国生产汽车147万辆,其中轿车38万 辆,共消耗冷轧和镀层钢板80万t,其中17万t的冷轧和镀 层钢板由国外进口,主要是用于轿车生产的高品质钢板[1]。 我国宝钢建设的1550mm冷轧机组及与之配套的连续退 火、电镀锌和热镀锌机组相继投产,汽车钢板的生产能力将 增加到160万t[1]。从近10年汽车钢板的发展来看,重点在 于提高钢板的超深冲成形性能、防腐蚀性能和开发高强钢 板[2]。提高钢板的超深冲成形性主要通过降碳和提高钢的 纯净度。近几年来,钢中含碳量的国际先进水平已经降到了 10~20 ppm[3]。
20世纪80年代前后,含碳耐火材料在钢铁冶炼炉衬中 使用取得了巨大成功[4,5]。几十年来,炼钢转炉、电炉、钢包 等炉衬用耐火材料,如镁碳砖、铝镁碳砖,以及连铸系统用功 能耐火材料,如铝碳质、铝锫碳质水口、滑板、塞棒等含碳耐 火材料在炼钢工艺过程中一直发挥着重要作用。但随着我 国对各种优质钢种需求的不断增加,如汽车工业的迅速发展 对低碳高强钢板的需求的急剧增加,钢铁冶炼技术人员对各 种耐火材料在冶金工艺过程中对钢中的增碳愈加重视起来, 要求在冶炼低碳优质钢种工艺过程中尽量减少古碳耐火材 料的使用对钢水降碳所带来的不利影响[6,7]。为了满足钢 铁冶金工艺的要求,无碳功能耐火材料的开发与应用受到了 耐火材料科研人员的广泛重视,无碳水口、无碳滑板等功能 耐火材料的研究取得了很大进展。本文介绍了国内外连铸 用无碳功能耐火材料的研究与使用成就,并提出了今后连铸 用功能耐火材料的发展趋势。
l 含碳功能耐火材料使用情况及钢水增碳原因分析
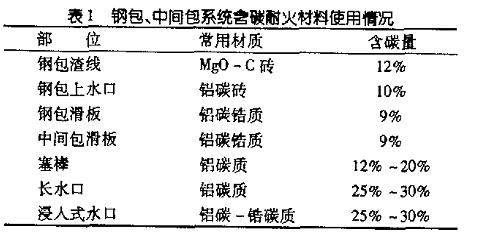
表1为钢包、中间包系统含碳耐火材料的使用情况。由 表1可知,采用现有耐火材料的连铸设备不能满足生产高质 量的汽车钢板的要求。根据计算,钢包渣线使用镁碳砖,可 导致钢水增碳l~2ppm;使用铝碳质长水口,可导致钢水增 碳l~2ppm;使用铝碳质浸入式水口,可导致钢水增碳3 ppm;中间包保温剂和连铸保护渣,可导致钢水增碳3~6 ppm。
文献[8]介绍,宝钢在利用“转炉一RH一连铸”工艺初 始生产超纯净钢材料的连铸过程增碳明显。在试验第一浇 次,经RH处理后钢包钢水中[C]为20ppm,中间包钢水中 [C]平均为24.9 ppm,铸坯中[C]平均为27.8 ppm;在第二 浇次,经RH处理后钢包钢水中[C]为20ppm,中间包钢水 中[C]平均为29.4ppm,铸坯中[C]平均为29.6ppm。董金刚[9]针对IF钢B坯增碳严重及碳分布不匀所造成的冷轧产 品性能不合格的情况,进行了IF钢增碳规律的研究,指出耐 火材料中碳含量是影响盯钢增碳的重要原因。
2无碳功能耐火材料的研究和使用
2.1无碳浸入式水口的研究进展
为了防止Al2O3附着和堵塞,目前主要采用狭缝式吹 氩、改变水臼材质以及改变水口结构等措施。采用吹氩结构 的水口,因过多的氢不能溶解而在钢坯中形成针孔,降低钢 坯质量;改变水口结构也不能达到完全防止Al2O3堵塞的目 的[10];在水口内壁采用CaZrO3、BN、ZrB2、O’-Sialon一ZrO2等材质来防止Al2O3堵塞[11~14],也存在价格高、制造工艺和结 构复杂的问题。
文献[15~17]表明,耐火材料中的碳和SiO2是造成水 口系统(滑板、浸入式水口)堵塞的根本原因。在Al2O3一C 材料中,当温度超过1000℃时,由于发生了碳的氧化,因此 形成丁CO保护气氛。Al2O3一C材料中的SiO2、SiC被CO 气体所还原,形成SiO气体,在工作面的金属中形成了Si的 含量波动。
C(s)+1/2O2(g)=CO(g) (1)
SiO2(s)十C0(g) =SiO(g)+CO2 (g) (2)
SiC+CO(g) =SiO(g)+2C(s) (3)
3SiO(g)+2Al=Al2O3 (s)+3Si (4)
在有含量波动的液体中,其颗粒表面存在著界面张力梯 度,且张力作用于含量高的一方。因此,在使用Al2O3一C 水口的情况下,由于紊流扩散,流人水口壁面附近的脱氧氧 化铝颗粒会因浓度梯度作用而粘附在水口壁面。另一方面, 在使用无碳水口的情况下,即使脱氧氧化铝颗粒会因紊流扩 散而流人水口壁面附近,也不再有能力粘附在水口壁面,所 以氧化铝颗粒只会停滞在水口壁面附近。因此采用无碳材 料是解决水口Al2O3堵塞和附着的关键。
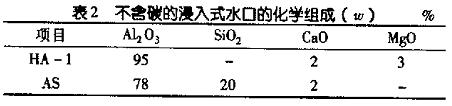
据文献(16,17]介绍,采用浇注方法制作了不含碳的浸 入式水口,其化学组成如表2所示。为了观察水口材质的附 着性状,对该无碳浸入式水口在1550℃的钢水中进行了脱 机浸渍试验。试验结果表明,在无碳时,含有氧化硅的AS 试样同HA一1试样一样,都不存在Si浓度梯度,而普通铝碳 水口存在明显的Si浓度梯度。日本八幡钢铁厂通过使用上 述无碳浸人式水口,避免了由水口堵塞引起的操作和质量事 故,减少了由降低吹人Ar气流量引起的产品缺陷,其连浇次 数为5炉。
日本Yochiro Kawabe[18]等开发了一种不含碳的新型抗 氧化铝沉积材料,同普通材料相比,不含碳材料具有较好的 抗氧化铝堵塞性与沉积性。
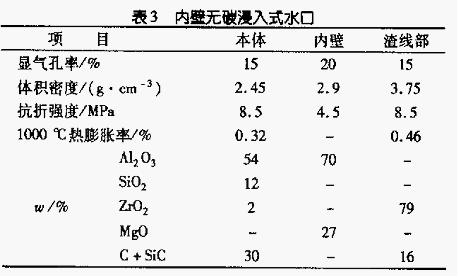
2000年元月,宝钢一炼钢60 t中间包上试验了日本品 川生产的内壁无碳浸入式水口,连浇炉数为3次,水口内腔 无明显氧化铝附着或结瘤。其各部位材料的理化性能指标 如表3所示。目前,国内辽宁荣源镁质耐火材料厂也生产出 了内壁无碳的浸人式水口,并在宝钢、武钢等大型钢厂正常 使用。
安藤满等公开了一项专利(特开平9—201658),长水口 内孔采用Al2O3一MgO质材料以降低增碳。发明的效果,经 超低碳钢2ch 111 min的连铸,以往长水口的碳溶出量为20 ~30 ppm.而含无碳内孔的长水口碳溶出量为13 ppm,显著 降低了古碳长水口对铜水的增碳量。国内辽宁荣源镁质耐 火材料厂也生产出了内壁无碳的复合长水口,在国内宝钢、 武钢等大型钢厂正常使用。
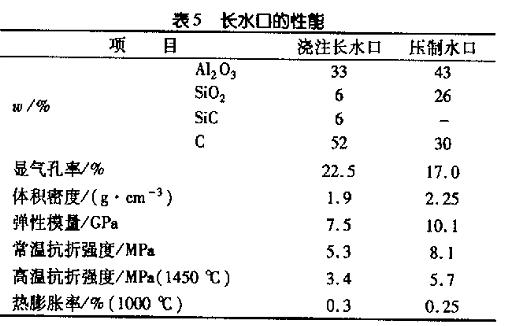
新日本钢铁公司八幡厂与太光筑炉材料公司[21]合作, 对长水口进行了生成工艺改进。以Al2O3一SiC—C质浇注 料为基础,加人人造石墨和碳纤维,采用离心成型,生产出了 浇注成型长水口,性能如表5所示。实炉浇注Cr不锈钢时, 现有长水口的平均使用寿命为10次,而浇注长永口的使用 寿命为7次。
2.3无碳滑板的研究进展
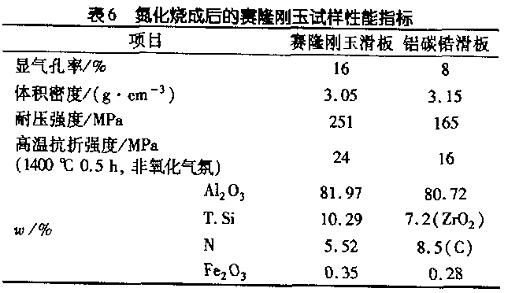
石凯[22]等指出滑板材质的改进方向之一是降低滑板中 碳含量,采用赛隆(Sialon)结台相。文献[23]也指出无碳滑板的研究是今后滑板的研究方向之一。文献[24]指出, Al2O3一Sialon滑板曾在中型转炉铜厂试用,结果堪称满意。 金从进[25]等开发了赛隆结台刚玉质无碳滑板,采用板状刚 玉、金属硅粉等为主要原料,利用高温氮化工艺,生产了赛隆 结合刚玉滑板,其主要性能指标如表6所示。2002年12月 赛隆结合刚玉滑扳在宝钢二炼钢60t中间包上进行了浇铸 铝镇静钢7次连浇的使用试验,从用后滑板的外观分析,赛 隆结合刚玉质滑板的扩孔与铝碳锫精板基本相当,而滑动区 拉毛轻微,显示出较好的使用性能,完全可以代替铝碳锆滑 板在中间包上使用。
3今后发展趋向
今后,为了满足超低碳钢的生产需要,国内外将会进一 步改进现有连铸功能耐火材料的性能,开发长寿命、防堵塞 的无碳内壁以及低碳本体的浸入式水口和长术口,同时开发 长寿命的无碳中间包滑板和低碳钢包楫板。
上一篇:耐火材料抗热震疲劳行为评价的研究
下一篇:钢铁企业耐火材料招标采购



